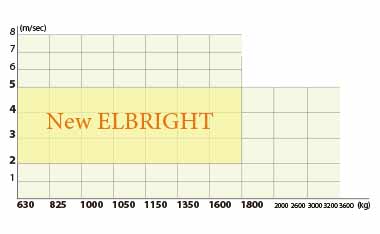
A new concept in high-speed elevators.
Toshiba never stops introducing the latest technologies and refining its high-speed elevator expertise. Toshiba proves this again with the New ELBRIGHT : a new elevator for a new age. Toshiba engineering has combined to produce the world's first inverter drive controlled high-speed elevator, with the high-efficiency control, energy efficiency, and quiet operation today's society demands.


Technology
A high-efficiency traction machine and advanced inverter drive controlled are expanding the potential of
New ELBRIGHT
The New ELBRIGHT was developed to be the best an possible elevator, both for the buildings in which it is installed and for those who ride it. Every part of the elevator uses Toshiba's leading technologies; from the traction machine and control system to the cars, doors, and drive system. The New ELBRIGHT will boost the value of the high-speed elevator immensely.
Compact and energy-efficiency via the Permanent Magnet Synchronous Motor
The New ELBRIGHT employs a gearless traction machine using a permanent magnet synchronous motor (PMSM), in place of the conventional induction motor. The PMSM uses a permanent magnet with a high magnetic flux density. This allows a more compact and lightweight traction machine. Furthermore, establishing a permanent magnetic flux eliminates the need to release magnetizing current. This and other advantages pave the way for highly efficient control, which helps to save energy.
A compact slimline control panel realizes space-saving in machine room
The New ELBRIGHT's control system use small inverter unit. It also incorporates peripheral equipment, integrated multifunctional digital line, a compact control panel device and efficiently implemented layout for a slimline control panel. The well thought-out control panel design also reduces working space for maintenance, which frees up space for the machine room.
New control systems
A high performance CPU is employed for the advanced and newly developed control system. This control system cuts the level of standby electricity required and promotes an automatic shutoff system for lighting and ventilation to further boost power savings.
Safety
Unintended Car Movement Protection (Optional)
A traction drive elevator shall include means to prevent uncontrolled movement of the elevator away from the landing with neither the landing nor the car doors in the locked position. The Elevator shall detect uncontrolled movement of the car away from the landing and stop no more than 1200mm after as measured from the landing floor sill. Before operation, the uncontrolled car movement protection system means for an ascending elevator, the clearance between the landing door floor sill and the apron of the stopped elevator shall not exceed 200mm. In additional, uncontrolled movement protection means the horizontal distance between the sill or entrance frame of the stopped elevator and the wall of the well, from the landing floor sill to 1200mm downward for a descending elevator.
Car Door Lock (Optional)
Every car door shall be mechanically locked by at least 7mm such that it can only be opened in the unlocking zone of a landing. The lift operation shall automechanically depend on the locking of the car door. This locking shall be proved by an electrical safety device to confirm the horizontal distance between the well wall and the sill or entrance frame of the car is within150mm.
Ascending Car Overspeed Protection
A device to prevents an elevator ascending to the elevator shaft top beyond the rated speed due to a device like an electromagnetic brake or control unit. It monitors the speed of the upper direction mechanically by a governor, then cut off the power supply and safety circuit by an overspeed detecting switch when the speed exceeds the rated speed more than 1.3 times. The elevator shall be stopped by triggering the double brake when overspeed occurred.
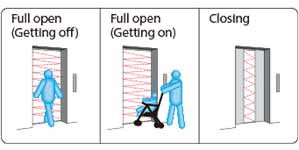
Multi-beam Door Safety (Optional)
The photoelectric cell detects passengers in the doorway and reopens closing doors.
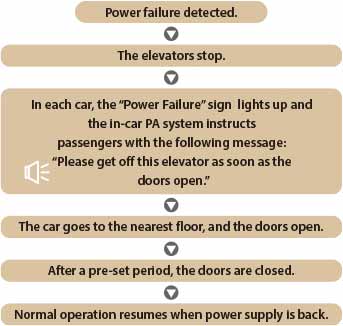
Automatic Landing in Power Failure (Optional)
In case of a power failure, backup lamps are automatically lighted up in the cars, while the system's operation is switched to the elevator system's own battery powered inverter. Cars stranded between floors are taken to the nearest floor; otherwise, doors are opened and passengers are let out.
The doors automatically open in case the car stops at any point that is not between floors but where the doors can be opened. (Note: Overridden by any similar backup or safety systems installed in compliance with safety codes.)
Earthquake Emergency Operation (Optional)
When the system's seismic sensor installed in the elevator shaft detects an S-wave (the secondary seismic wave and the main shock of an earthquake) that exceeds the pre-set threshold, the system takes control with emergency procedures.
"Earthquake" emergency signs lighted up in all cars, all cars are taken immediately to the nearest floor, doors are opened and passengers are instructed to alight.
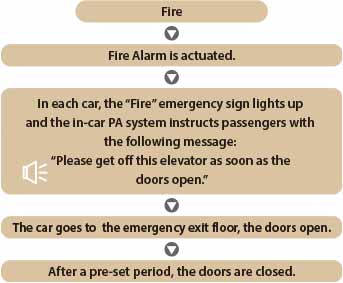
Fire Emergency Operation (Optional)
This emergency operation is automatically triggered in case of a fire, when a fire alarm button is actuated, or when a Fire/Smoke Detector detects an abnormality.
All hall calls and floor selections are cancelled, passengers are informed of the emergency procedure with a "Fire" sign and a voice announcement and all cars are sent directly to the emergency exit floor. Doors open at the emergency floor and passengers are guided to safety.
Energy Saving & Environment
Products and functions adopted to reduce power consumption
Suppress power consumption by reducing standby power, commercialization of the regenerative power function, adoption of LED lighting.
LED Lightings
Under equal brightness, an LED lighting system only consumes 10% of electrical with comparison of an incandescent lamp and 50% of an fluorescent lamp. (part of the ceiling)

Providing environmentally conscious products
Toshiba elevator group is promoting the development of environmentally conscious products, which involves environmentally conscious product design, assessing the environmental impact of products and disclosing the environmental performance of products. Products are developed in compliance with the updated voluntary environmental performance standards.
Product assessment and voluntary environmental standards for products
In developing products, we assess them across their life cycles from manufacturing, logistics and use to disposal and recycling to conduct product development and reduce the environmental impacts on the global environment. Whereas product assessment is used to confirm the minimum necessary environmentally conscious requirements for product development, Voluntary Environmental Standards for Products have been established in the Toshiba elevator group to create highly environmentally friendly products and products complying with the same are released as environmentally conscious products.
Reducing hazardous materials
[Reduction of lead use]
By changing the method of tying rope, the use of lead can be eliminated or reduced.
[Employing LED lightings]
By employing LED light, various materials used for light became mercury free.
Lead-free Design of Base Plate, RoHS Compliance and Elimination of Specific Chemical Substances (15 Classifications)
Continuous concern over RoHS compliance, eliminating 15 classifications of specific chemical substances and using the lead-free technique for main circuit boards.
Car Design
Please select according to the image and the feature of the building. It features a design pursuing comfort and functionality.
Design variations
The publication of this page is an example of design. Please refer to the "DESIGN SELECTION" catalog for each the condition and other designs
Residence





Office





Hotel





Shop





Hall Design
Design variations
The publication of this page is an example of design. Please refer to the "DESIGN SELECTION" catalog for each the condition and other designs.





